

Oscarreif drucken – mit der Premiumdüse oscar3D.
Unschlagbar in Preis & Leistung.
Jetzt neu: Wir haben nach unzähligen User-Feedbacks und über zwei Jahren Marktanalyse oscar3D komplett neu positioniert: Gewünscht sind viel weniger Varianten und dafür lieber ein Superpreis. Gesagt, getan. oscar3D – Die nächste Generation ist da. Revolutionär in Preis und Leistung. Premiumtechnik mit dem roten Rubin und der superpräzisen Bohrung. Ab sofort zum unschlagbaren Preis von €39,99. Jetzt gleich bei Amazon bestellen:
![]()
Schwarzwälder Präzision
Seit über 120 Jahren zeigen wir von Oskar Moser in Elzach im Schwarzwald, wie kreative Köpfe und erfahrene Hände kleine Wunderwerke aus Rubin schaffen.Im Zentrum steht dabei immer der technische Edelstein. Er ist aufgrund seiner hervorragenden Materialeigenschaften ein echtes Allroundtalent für vielseitige Anwendungen und Einsätze.
Oskar Moser ist der anerkannte Spezialist für brillante Technik und individuelle Präzisionsdüsen. Unser Programm ist breit, es reicht von Reinigungsdüsen über Wasserstrahlschneiddüsen bis hin zu Spezialanwendungen in Labor- und Medizintechnik und Düsen für den 3D-Druck: oscar3D. Sie wollen es noch individueller? Kein Problem, wir konstruieren und entwickeln selbst. Und finden die passgenaue Düsenkonstruktion für jede Anforderung. Was dürfen wir für Sie entwickeln?

Für neue Ideen am laufenden Meter
oscar3D: Klein, aber fein. Die Premium-Düse überzeugt mit exzellenten inneren und äußeren Werten:
- Hochpräzise: Düsenbohrung mit 10μm Toleranz
- Superschnell: Ultra wärmeleitfähiges Messing
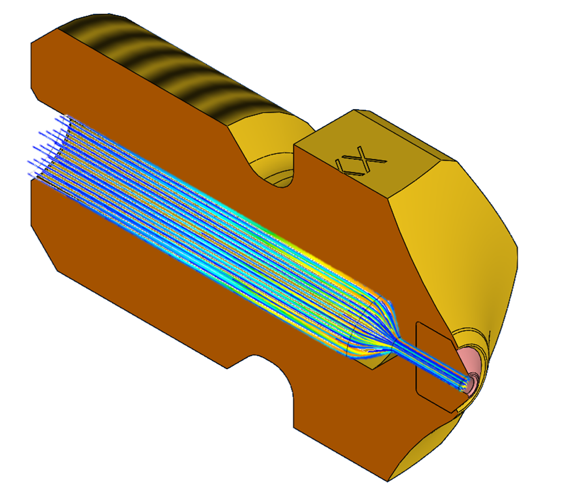
- Optimaler Fluss: Düsenkanal verwirbelungsfrei
- Besonders hitzebeständig & langlebig: Formschlüssige Rubin-Einfassung
- Clean & pflegeleicht: Feinst polierte Oberfläche
- Anschlussfreudig: Standardmäßig für E3D-Hotend, MK8, MK10
Der perfekte Charakter
oscar3D hat die perfekte Charakteristik und technische Ausstattung für 3D-Druck in Premiumqualität.
Garantierter Düsendurchmesser
Wir garantieren an jeder Düse den genauesten am Markt erhältlichen Düsendurchmesser mit einer Toleranz von +10µm zum Nennmaß.
Bestes Design
oscar3D besteht aus 2 Teilen: Rubinspitze und Düsenkörper. Jede Variante besitzt einen separat angepassten Düsenkörper. Das ist zwar Mehraufwand, bringt aber klare Vorteile: Keine Toträume und isolierende Luftkammern zwischen den Bauteilen plus stabilerer Gewindequerschnitt.
Optimaler Temperaturfluss
Rubin wirkt als Isolator, keine Frage. Durch das spezifische Design und der eng umschlungenen Einfassung im Düsenkörper ergibt sich ein optimaler Temperaturfluss bis zur Düsenspitze.
Polierte Düsenspitze
Jede Düsenspitze wird von uns händisch mit einer Diamantschleifpaste an einer weichen Baumwollpolierscheibe auf Hochglanz gebracht, gereinigt, entfettet und mit Handschuhen in die Verpackung gesetzt. Die Düse ist daher äußerlich leicht mit einem Papiertaschentuch zu reinigen, Materialanhaftungen werden maximal vermindert.
Geprüfte Qualität
Manufakturarbeit wird bei uns großgeschrieben. Definierte Prozesse schaffen Sicherheit und unsere 100%ige Warenausgangskontrolle garantiert, dass jede Düse unseren hohen Qualitätsanforderungen entspricht.
Weniger ist mehr
Wählen Sie aus zwei Geometrien: ECO mit der breiten Spitze für großen Materialauftrag. Und VARIO mit der feinen Spitze für filigrane Drucke. Und jetzt neu: VARIO für die Schlussvarianten MK8 und MK10. So oder so: Mit oscar3D drucken Sie ab sofort oscarreif!
| oscar3D | ||||
| Anschluss | Gewinde / Länge | Ø Filament | Ø Düse | |
| ECO | E3D-Hotend SS |
M6 mit 7,5mm |
1,75 | 0,4 |
| VARIO | E3D-Hotend SS |
M6 mit 7,5mm |
1,75 | 0,4 |
| MK8 | MK8 PTFE Tube |
M6 mit 5mm |
1,75 | 0,4 |
| MK10 | MK10 PTFE Tube |
M7 mit 4,5mm |
1,75 | 0,4 |
| oscar3D | ||
| ECO | VARIO | |
| Anschluss | E3D SS | E3D SS |
| Gewinde / Länge |
M6 mit 7,5mm |
M6 mit 7,5mm |
| ØFilament | 1,75 | 1,75 |
| Ø Düse | 0,4 | 0,4 |
| MK8 | MK10 | |
| Anschluss | MK8 PTFE Tube | MK10 PTFE Tube |
| Gewinde / Länge |
M6 mit 5mm |
M7 mit 4,5mm |
| ØFilament | 1,75 | 1,75 |
| Ø Düse | 0,4 | 0,4 |
Lagerbestände verfügbar in folgenden Varianten:
ECO / VARIO SS und LS 1,75mm / 2,85mm in den Durchmessern 0,6 / 0,8
Wir freuen uns auf Ihre Anfragen – von Endkunden, Unternehmen und Händlern.
Wissen macht alles noch besser
Das Thema FDM 3D-Druck hat es in sich – hier ein tieferer Einblick in die technischen Details.
Wir beschäftigen uns täglich mit dem Thema Düsen und wissen daher: Wer die technischen Hintergründe genauer kennt, ist klar im Vorteil. Deshalb wollen wir hier:
- unsere Erfahrungen mit Ihnen teilen
- Tipps und Hilfestellung geben im Umgang mit oscar3D Rubindüsen
- Schon im Vorfeld wichtige Fragen klären
- mehr Verständnis für die Funktionsweise der 3D-Düsen geben
Rubin ist besonderer technischer Edelstein mit hervorragenden Materialeigenschaften:
- eines der härtesten Materialien der Welt
- extrem verschleißfest
- ideal für Metall sowie karbongefüllte Filamente geeignet
- Messing- oder Stahlspitzen lösen sich nach mehreren hundert Gramm abrasivem Material auf, die Rubinspitze von oscar3D bleibt standhaft
- auch nach mehreren Kilogramm Materialauftrag bleibt die Düsenspitze stabil – kein Nachjustieren des Düsenabstands und kein Wechseln erforderlich
- Natürlich: nichts hält ewig. Nach ca. 300-500 Druckstunden (mittlere Erfahrungswerte aus der Praxis) empfiehlt sich für ein optimales Druckbild ein Wechsel
Hier die Ergebnisse eines Zugversuchs, dabei wurden unter den gleichen Einstellungen Probenkörper gedruckt und danach auf Ihre Festigkeit hin untersucht. Zuerst mit der oscar3D ECO und dann mit der oscar3D VARIO. Es konnte eine mittlere Festigkeitssteigerung von ca. 6% erzielt werden.
Es ging uns dabei lediglich darum, einen Unterschied zwischen den Drucken der ECO und der VARIO hinsichtlich der Bauteilfestigkeitssteigerung unter gleichen Einstellungen nachzuweisen. Es können mit der ECO durchaus höhere Festigkeitssteigerungen erzielt werden, sofern die Druckparameter auf deren technische Funktion hin optimiert werden. Dies ist zum Beispiel durch eine Änderung am sogenannten „Extrusion Multiplier“ möglich, an welchem sich beispielsweise der Materialfluss nochmals erhöhen und ein besseres Verschweißen der Druckbahnen erreichen lässt.
Im Nachfolgenden sehen Sie Bilder von Versuchsteilen beider Düsenausführungen aus verschiedenen Ansichten. Hierbei lassen sich gut die Unterschiede im Druckbild zwischen ECO und VARIO erkennen:
- Drucker: PRUSA I3 MK3
- Material: ColorFabb XT CF-20
- Düsen: oscar3D ECO SS 1,75mm 0,4mm
- oscar3D VARIO SS 1,75mm 0,4mm
- Druckbetttemperatur 90°C
- Druckkopftemperatur 275°C
- Schichtdicke 0,15mm
- Füllung 100%
- Zugversuch Gemäß DIN EN ISO 527-2:2012-06
- Probekörper Typ 1B
- 5 Proben für jede Düsenvariante
- ECO: 30,3 MPa, 76 MPa laut Hersteller
- VARIO: 28,9 MPa, 76 MPa laut Hersteller
Auf Anfrage schicken wir Ihnen gerne die detaillierten Berichte des Zugversuchs zu.
Sollte die Düse trotzdem einmal verstopfen, empfehlen wir die Reinigung über das sog. „Cold-Pull Verfahren“, d.h. über ein chemisches Auslösen des Materials oder über die mechanische Reinigung mit speziellen Reinigungsnadeln. Da Rubin ein sehr sprödes Material ist, muss bei der mechanischen Reinigung über eine Nadel mit höchster Vorsicht gearbeitet werden. So vermeiden Abplatzungen an der Düsenspitze. Keinesfalls empfehlen wir ein Ausbrennen der Düse über offenem Feuer!
Alles braucht seine Zeit! Es ist wie mit allem, was neu in Gebrauch ist: ob der neue PC, das neue Home Cinema oder das neue Auto – man dreht nicht gleich voll auf, öffnet nicht gleich alle Programme auf einmal, sondern tastet sich vorsichtig an die neue Technik heran.
Der Druck angereicherter und insbesondere fasergefüllter Filamente stellt eine besondere Herausforderung dar, weil die Düse hier gerne verstopft oder aber nicht das gewünschte Druckbild liefert. Ursächlich dafür sind die speziellen Zusätze im Filament.
Gerade der Druck fasergefüllter Filamente ist eine besonders knifflige Angelegenheit, da zum Bespiel die Länge, Dicke, Menge, Verteilung und Qualität der Fasern im Filament-Strang selbst das Fließverhalten des verflüssigten Filaments in der Düse stark beeinflussen. So kann es vorkommen, dass das Fließverhalten inhomogen erscheint oder aber die Düse komplett verstopft.
Wir raten daher, sich im ersten Schritt langsam an den Druck fasergefüllter Filamente heranzutasten und nach dem Einbau der oscar3D zuerst mit gewöhnlichen Materialien wie ungefülltem PLA oder PETG erste Erfahrungen zu sammeln.
Empfehlung: Generell empfehlen wir aufgrund der eher isolierenden Wirkung des Rubins dazu, die Düsen im Betrieb 10°C – 20°C über der vom Filament-Hersteller empfohlenen Schmelztemperatur zu betreiben. Zudem sollte die Druckgeschwindigkeit bei den ersten Versuchen nicht über 40mm/s liegen, um ein gutes Aufschmelzen des Materials zu gewährleisten.
Die oscar3D ist für das sog. "E3D-Hotend" ausgelegt, was sich heute als Standard etabliert hat. Generell kann man die Düse aber auch in Drucker einbauen, die kein originales E3D-Hotend besitzen. Hierzu müssen dann unter Umständen kleinere Änderungen am Drucker – wie beispielsweise ein Versatz des Z-Stop Sensors – vorgenommen werden oder aber man bearbeitet die Düse mechanisch nach – zum Beispiel auf einer Drehmaschine.
Wenn Sie genaue Technische Zeichnungen wünschen, schreiben Sie uns eine Mail: Wir senden Ihnen dann gerne Infos zu.
Jetzt direkt bestellen
oscar3D eröffnet alle Möglichkeiten des 3D-Drucks mit exzellenter Premiumqualität. Übrigens, als Manufaktur für Präzisionsdüsen ist Innovation unser Metier: Was dürfen wir für Sie entwickeln? Fordern Sie uns heraus!
Für Privatkunden & Endkunden
Bestellen Sie Ihre oscar3D-Düsen direkt bei Amazon.
![]()
Für Hersteller & Großabnehmer
Für Sie gelten Business-Konditionen. Eine Email genügt und Sie bekommen ein attraktives Angebot.
Bestellungen aus dem Ausland
Sie wollen aus dem Ausland bestellen? Hier finden Sie unsere kompetenten Fachpartner:
Schweiz
![]()
Niederlande
![]()